机器人打磨-东西篇丨PCFC恒力起浮打磨设备
打磨、抛光、去毛刺发挥着越来越重要的效果。众所周知,ATI的机器人资料去除东西是起浮的可恒力操控的柔性打磨东西,可掩盖多种不经过资料去除使用场景,如去毛刺、去毛边、倒角及其他一些外表处理等。之前咱们详细介绍过ATI径向起浮毛刺整理东西RC-340、轴向起浮精加工东西ACT-390和起浮偏疼振荡砂光机AOV-10,今日咱们将从多视点为您介绍咱们的新产品-轴向起浮力控设备PCFC。PCFC的起浮和力控性能为主动化的完结进程发明了更大可能性。可完美匹配用户的刚性结尾执行器,以进行比方作业台的磨削、模具打磨、切开及浇冒口去除等作业。
PCFC是ATI近两年新推出的一款产品,全称Passive Compliance Force Control是被动式和婉力控的缩写,它是一款使用极为广泛的恒力可起浮操控的结尾适配东西,首要用于机器人打磨使用中对打磨东西的恒力起浮操控。

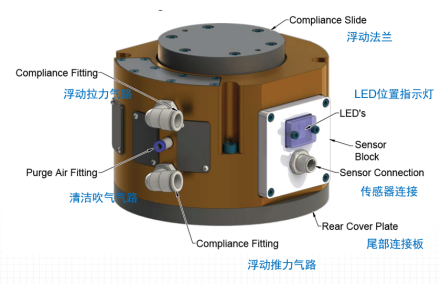
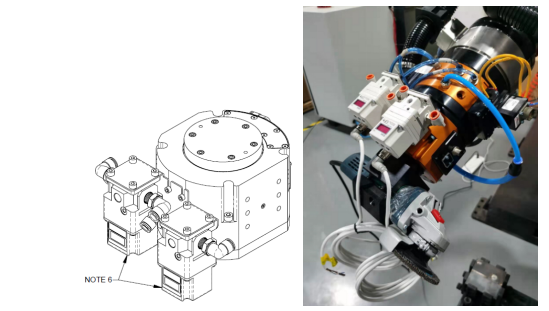
该起浮单元的结尾法兰能够完结12mm的直线起浮,法兰结尾能够衔接多种打磨东西,机器人凭借PCFC能够完结恒力起浮打磨。如下图:
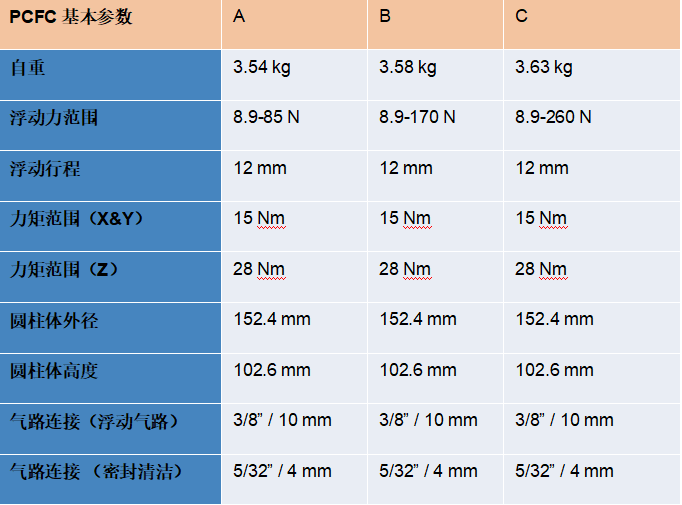
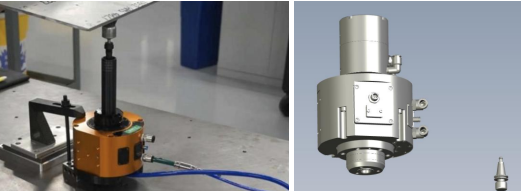
PCFC的基本参数,包含分量,力的规模,力矩规模,起浮行程,尺度巨细。PCFC有三个类型,A,B,C。外形尺度相同,起浮力的量程不同。
PCFC还有选配的功用,东西自重补偿和起浮方位显现。假如用到这些功用,就需求用到PCFC里现已内置的电气元件,MCU微操控器,陀螺仪姿势传感器,方位传感器。此刻的PCFC需求供电。
方位显现功用,需求提早校准,校准后,方位信息会经过PCFC上的指示灯做开始显现,便于调试的时分调查。别的也会经过模拟量信号,告知机器人操控柜或许PLC,详细起浮所逗留的方位,以便编程和操控。

校准的时分,做有个刻度表,12mm的行程,每伸出1mm, 记载一次,对应一个电压模拟量。一起指示灯也会有相应的提示。
东西自重补偿功用,跟称重货品的时分,“去皮”功用相似。任何东西都有自重,自重引起的重力,在打磨东西的不同姿势的状况下,会影响打磨力的巨细。东西自身的分量和东西在空间中的姿势,会影响实践施加在工件上的力。东西自重补偿功用,能够确保打磨东西在不同的姿势下,和工件的触摸打磨力是稳定的。
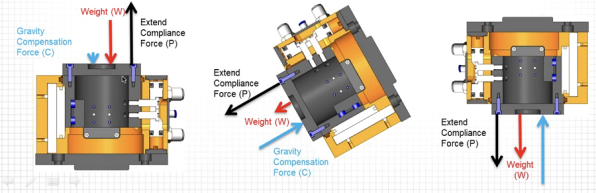
图片中,W 东西自重(Weight),P设置压力(Extend Compliance Force),C 东西重力补偿(Gravity Compensation )。PCFC的东西自重补偿,基本原理是PCFC内置一个MCU(微操控器),能够经过内置的陀螺仪加快计收集到东西的空中姿势改变数据,然后MCU计算出需求多大的气压来补偿东西的分量,并经过宣布模拟量调控电子比例阀,来调整输出压力,而给东西的自重归零。
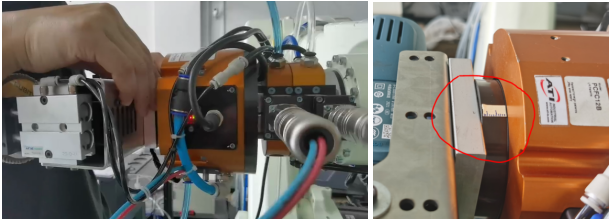
以上是电子比例阀在PCFC上的方位。两个电子比例阀,一个用来抵消东西的自重,一个用来操控打磨的压力。
咱们在描绘机器人打磨东西的时分,常常用到径向起浮和轴向起浮的说法。这儿的径向和轴向,指的是圆形磨具的径向和轴向。绝大多数刀具或许磨具,都能够简化为一个圆柱体。打磨的时分,圆柱体磨具旋转。一种状况是圆柱体的端面和工件触摸,这种时分磨具是轴向受力;别的一种状况是,圆柱的圆周面和工件触摸,这种时分磨具是径向受力。
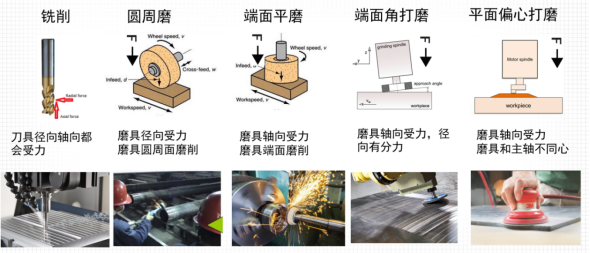
带动磨具旋转的主轴有的直向的,有的是角向的。直向是指马达的旋转轴和磨具的旋转是同心或许平行的。角向是指马达的旋转轴(外躯壳)和所带动的磨具的旋转方向是有视点的(一般的角磨机是挨近90度)。
任何打磨工艺,都是先挑选磨具,再挑选动力东西,再挑选起浮方向。也便是说,先要挑选磨具的形状,直径,打磨面是圆周面或许端面,然后在挑选是直向电主轴,仍是角向打磨主轴。再规划东西怎样起浮,即轴向起浮或许径向起浮。
PCFC能够和打磨东西的装置办法:中空平行装置,旁边面平行装置,笔直装置。
平行装置指的是东西的躯干(一般为马达部分)和PCFC的起浮方向是平行的。笔直装置是指打磨东西的躯干和PCFC起浮方向是笔直的。平行装置的话,最好中空装置,旁边面装置,偏转力矩要约束在15 Nm之内。
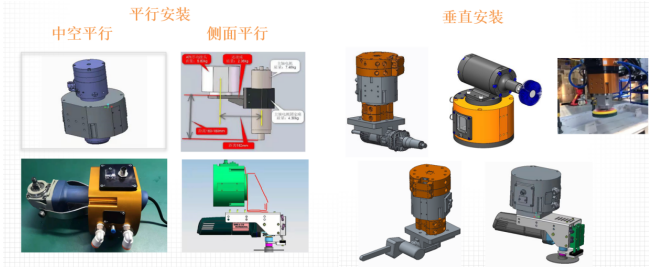
能够衔接的常用东西有直向电主轴(或许气动主轴),角向磨光机(电动或气动角磨机),别的还有偏疼振荡圆盘砂光机,偏疼振荡方砂机,砂带机,或许其他的打磨东西。
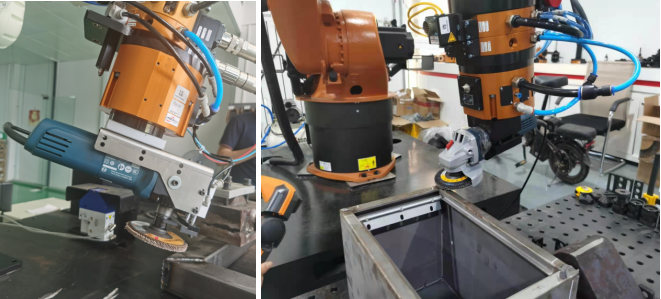
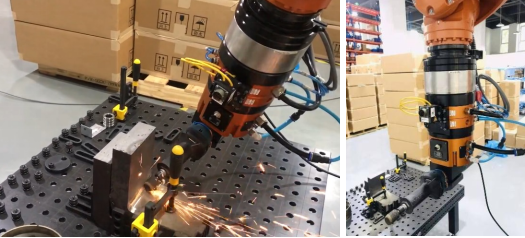
拼焊后的平面焊缝打磨,电动角磨机和PCFC笔直装置。配的磨具是弹性百叶盘,用的是百叶盘的端面打磨,百叶盘在做轴向起浮。百叶盘弹性磨料,打磨出外表,过度更滑润,也能够让机器人打磨的容错性更高。
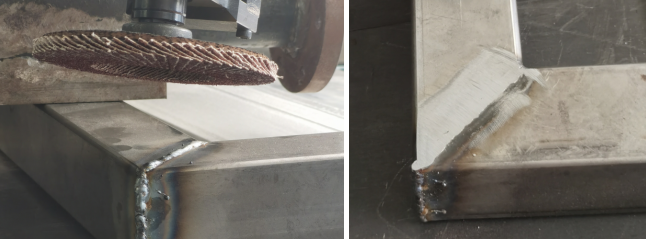
在PCFC供给恒力的状况,打磨焊缝是否到位,首要看打磨的次数,或许说打磨的时刻。
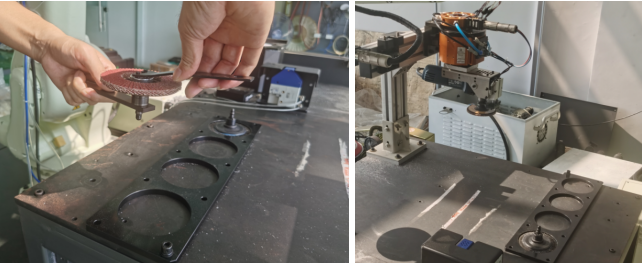
角磨机能够主动替换砂碟。选用相似于电主轴锥形刀柄的办法。先把磨具砂碟装在夹具上,夹具上有个锥形衔接口,能够和角磨机主动衔接,摆放好后相当于一个磨具库。一般一个砂碟的寿命在十几或几十分钟,所以需求新旧替换。别的也有需求不同力度替换的状况,因而主动化打磨都需求一个磨具库,跟CNC机床的刀具库是相似的。
弧焊拼焊后,角落区域的焊缝需求简略整理。使用百叶盘磨具的外圆部分,合作PCFC的轴向起浮,能够完结恒力打磨。
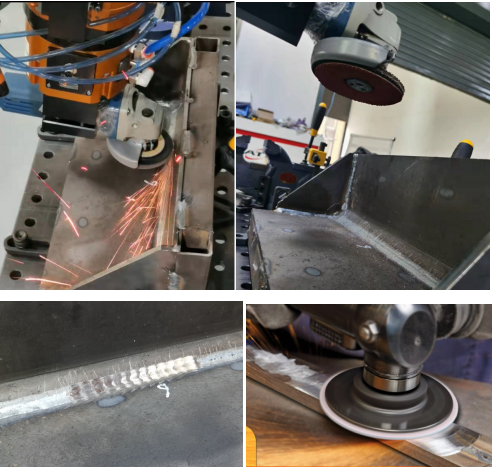
现在越来越多的铝合金型材拼起来后发生冲突焊。冲突焊一般需求除掉的是溢料。溢料比弧焊的焊缝更简单去除。用的打磨东西也是电动角磨机+百叶盘砂碟。
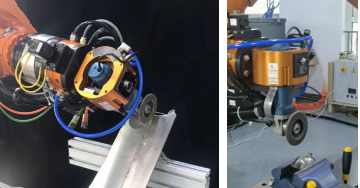
PCFC是一个中空起浮套,可包容直径是62mm的主轴。图中的电动角磨机的躯干部分直径小于62mm, 经过一个夹具装在起浮铜套里,这便是中空平行装置。这种装置办法,和被打磨工件触摸的是砂碟的圆周面,也是砂碟是径向起浮。
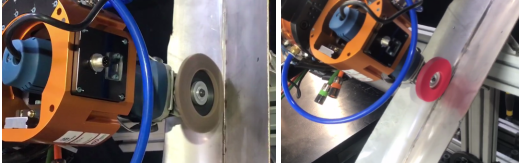
左图是在PCFC里,中空装置了一个气动马达主轴。上面装了一个钢丝刷,对工件外表进行打磨。和被打磨工件触摸的是刷子的端面,刷子是轴向起浮。
PCFC也能够负载一个直径小于62mm的电主轴。电主轴有个优点,便是能够调速,别的替换刀柄的办法也比较老练。磨具需求新旧替换或许类型替换。
直柄打磨机和PCFC笔直装置,即打磨机的躯干(电机部分)和PCFC的起浮方向笔直。
直柄打磨机,打磨角落焊缝。磨具是圆柱形砂轮,和工件触摸的是磨具的圆周面,磨具是径向起浮。
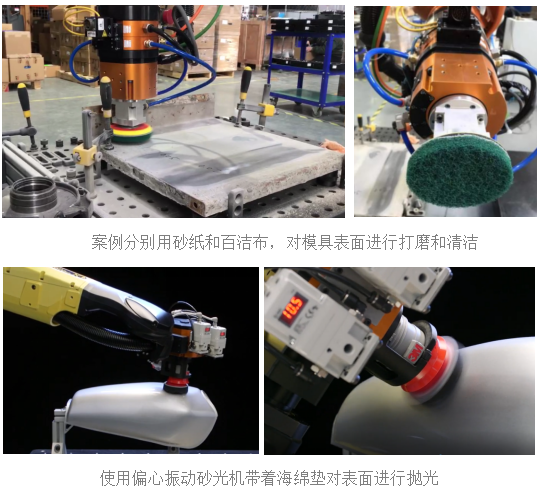
偏疼振荡打磨机,首要用于打磨平面。能够合作砂纸,也能够合作百洁布。砂纸有必定的切削力,百洁布首要是清洁和谐和效果。也能够合作抛光垫,对外表进行抛光。

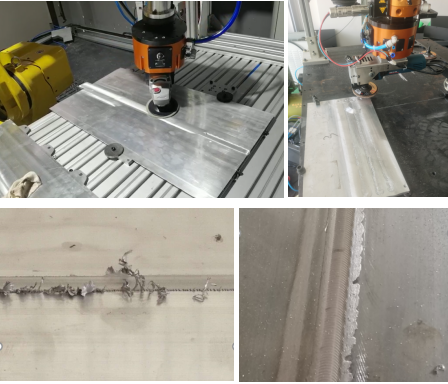
偏疼振荡方砂机,也是用于打磨平面。砂纸托盘是方形的,能够打磨到直角角落区域。

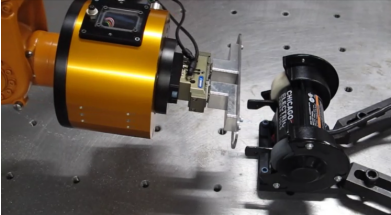
砂带机又称锉刀砂带机,形状挨近往复挫,可使用场景为焊接后的焊缝打磨,压铸后的飞边、顶针印打磨等。砂带机既能够笔直装置,也能够中空平行装置。

左图事例为双头打磨机,一头是无纺布砂轮,别的一头是尼龙针刷。两者结合起来高效整理铝合金型材切断的毛刺。
夹具固定在PCFC上,PCFC再固定在机器人结尾,然后抓着东西去接近打磨东西。在打磨的压力方向上,有PCFC起浮,能够完结恒力打磨。
PCFC是一个直线起浮组织,依据磨料与工件触摸的圆周面或许端面形况,确定是轴向起浮仍是径向起浮,挑选直向主轴或许角向主轴,或许砂带机,偏疼振荡砂光机。然后规划出一个合理的恒力打磨计划。
工业主动化参评“维科杯·OFweek 2022我国机器人职业年度新锐人物奖”
工业主动化参评“维科杯·OFweek 2022我国机器人职业年度标杆使用奖”
工业主动化参评“维科杯·OFweek 2022我国机器人职业年度品牌影响力领军企业奖”
工业主动化荣获“维科杯·OFweek 2021我国机器人职业年度优异使用事例奖”
上一篇: 我国电磨机商场现状剖析及远景猜测陈述
-
03-27
琢美:精心雕琢夸姣人生
2014年3月12日,上海近来,德国博世集团旗下品牌琢美(Dremel)携其新款电磨机系列Dre
-
03-27
Dremel琢美电磨机4000 336
独立开关规划 高效马达,更大转速挑选 专业高功用平稳输出 兼容配件拓宽桌面级功用使用:专业桌面级
-
03-27
2020杭州丝绸十大排名_杭州丝绸哪个牌子比较好
丝绸是我国特有的一种纺织品,它的做工精密,质感顺滑,斑纹细腻,从西汉时期就现已远销海外,一起走出
-
03-27
2022杭州丝绸十大排名_杭州丝绸哪个牌子比较好
丝绸是我国特有的一种纺织品,它的做工精密,质感顺滑,斑纹细腻,从西汉时期就现已远销海外,一起走出